Português
Português Español
Español English
English Français
Français русский язык
русский язык




|
Produto: |
ERW (Resistência Elétrica Soldada) Steel Pipe, HFW Pipe, ERW Black Pipe |
|
Aplicação: |
Usado para a transmissão do óleo/gás/água, fabricação da maquinaria |
|
Tamanho: |
OD: 21,3-660mm |
|
|
PESO: 1.0-20mm |
|
|
COMPRIMENTO: 5.8/6/11.8/12m |
|
Termina: |
Quadrado termina/Plain termina (corte reto, viu cortar, tocha cortar), chanfrado/rosca termina |
|
Tubo padrão: |
API 5L PSL1/PSL2 Gr.A,Gr.B,X42,X46,X52,X56,X60,X65,X70 |
|
|
ASTM A53/A252/A500/A178/A135 |
|
|
EN10210/EN10219/EN10217/EN10208/EN10297 |
|
|
JIS G3441/G3444/G3445/G3452/G3454/G3456 |
|
|
BS1387/AS1163 |
|
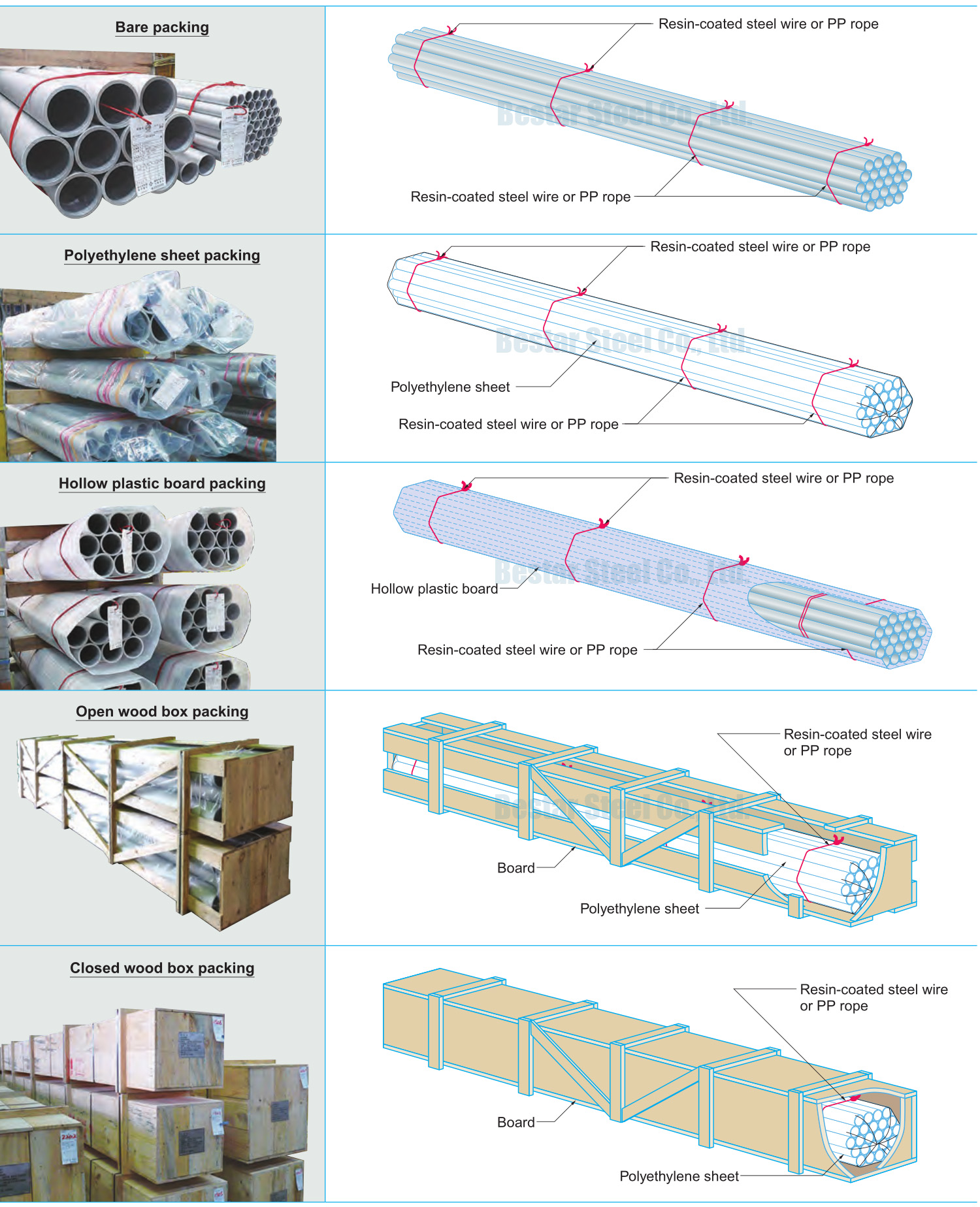
Embalagem: |
Empacotado/Em Massa, Tampas De Plástico Ligado, Papel Impermeável Envolvido |
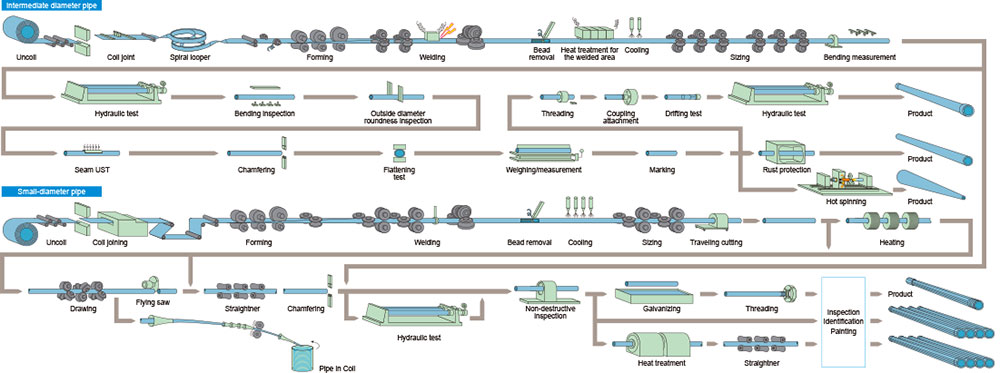
O tubo de aço soldado de costura longitudinal de alta frequência também é chamado de tubo de aço ERW, fabricado formando a frio uma chapa de aço em forma cilíndrica. A corrente é então passada entre as duas bordas do aço para aquecer o aço até um ponto no qual as bordas são forçadas juntas para formar uma ligação sem o uso de material de enchimento de soldagem.
CARACTERÍSTICAS PRINCIPAIS DOS TUBOS DE AÇO ERW:
Costura de soldagem de alta segurança: como resultado do método de soldagem especial de fusão do metal pai sem metal de enchimento, a propriedade de soldagem é melhor e a costura de soldagem é muito menor do que os tubos soldados em espiral.
Custo efetivo e curto período produtivo
Uma vasta gama de relação espessura/diâmetro, cobrindo centenas de especificação
Inspeção e teste em linha
APLICAÇÃO DE TUBOS ERW:
Invólucro e tubulação: forrado dentro perfuração bem. Tubos sem costura costumam ser a única opção para o revestimento de tubos dentro do poço de perfuração, mas como o reconhecimento mundial da costura de solda de alta qualidade do tubo ERW e o custo-benefício, mais e mais projetos têm escolhido ERW em vez de tubos sem costura.
Tubos estruturais construtivos (redondos, quadrados e retangulares): os tubos estruturais ERW redondos, quadrados e retangulares são amplamente utilizados em estruturas de centros comerciais, teatros, aeroportos, pontes, oficinas etc.
Transmissor de fluxo de baixa pressão: os pips ERW também são usados no abastecimento de água; abastecimento de água de resfriamento para plantas e equipamentos; distribuição térmica de baixa pressão
Tubos para matérias-primas na indústria transformadora: tubo de ventilação de automóveis; tubos de caldeira de baixa e intermediária pressão; tubos de transporte.
Outra aplicação: empilhando tubos, fabricação de móveis e muito mais.
|
Outside Diameter |
Wall Thickness |
||
|
DN |
Inch |
mm |
mm |
|
|
1/2" |
20~21.3 |
0.95~2.77 |
|
20 |
3/4" |
25~26.9 |
1.1~2.87 |
|
25 |
1" |
32~33.7 |
1.1~4.0 |
|
32 |
11/4" |
40~42.4 |
1.1~4.0 |
|
40 |
11/2" |
47~48.3 |
1.5~7.0 |
|
50 |
2" |
58~60.3 |
1.8~7.0 |
|
65 |
2 1/2" |
73~76.1 |
2.0~7.0 |
|
80 |
3" |
87~88.9 |
2.2~8.0 |
|
90 |
3 1/2" |
101.6~102.1 |
2.2~9.0 |
|
100 |
4" |
113~114.3 |
2.2~9.0 |
|
125 |
5" |
140~141.3 |
2.5~10.0 |
|
150 |
6" |
165~168.3 |
2.5~10.0 |
|
200 |
8" |
216~219.1 |
2.75~12.0 |
|
250 |
10" |
272.8~273.2 |
5.0~13.75 |
|
300 |
12" |
323.8~325 |
5.5~13.75 |
|
350 |
14" |
355.6~356 |
5.5~13.75 |
|
400 |
16" |
406~406.4 |
5.75~13.75 |
|
450 |
18" |
457~457.2 |
5.75~17.75 |
|
500 |
20" |
507.9~508.1 |
5.75~17.75 |
|
600 |
24" |
609~610 |
5.75~17.75 |
|
Standard code content items |
SY/T5037 -2000 |
T9711 -1997 (A class pipe) |
API 5L(43 version) |
||
|
Applications |
Gas, water, kerosene, air, heating, steam and other general fluid pipes with steel pipes |
Oil and gas industry transmission pipe |
Oil and gas industry transmission pipe |
||
|
Steel |
Q195、Q215、Q235 |
L175 -L483 |
A、B、X42 ~ X70 |
||
|
Size |
body OD |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%D508≤D≤914 -0.25%D ~ +0.75%DD>914 -0.32%D ~ +6.35%D |
|
|
|
end OD |
D<508 ±0.75%D or ±2.5 be minimumD≥508 ±0.50%D or ±45 be minimum |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
|
|
Tolerance |
W.T. |
<508 |
±12.5%t |
-12.5%t ~ +12.5%t |
-12.5%t ~ +12.5%t |
|
|
|
≥508 |
±10.0%t |
L175 ~ L245 -10.0%t ~ +17.15%tL290 ~ L555 -8.0%t ~ +19.5%t |
Not beyond B class -12.5%t ~ +17.5%tNot lower than X42 -8.0%t ~ +19.5%t |
|
Oval tube |
Inner tube end range 100 ±1%D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
||
|
Curvature degree(straightness) |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
||
|
Pipe end beveling |
Bevel degree 30° -35° blunt edge1.6±0.8 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
||
|
Tilt |
1.6≤D<813 |
<1.59 |
<1.59 |
||
|
Misalignment |
t≤12.7 |
0.35t and not more than 3.0 |
<1.59 |
<1.59 |
|
|
|
t>12.7 |
0.25t |
0.1251 and 3.18 take the minimum value |
0.1251 and 3.18 take the minimum value |
|
|
Weld reinforcement |
t≤13…<3.2t>13 <4.8 |
t≤12.7…<3.18t>12.7 <4.76 |
t≤12.7…<3.18t>12.7 <4.76 |
||
|
Chemical analysis |
Take one sample from each batch |
Take two samples from each batch |
Take two samples from each batch |
||
|
Tensile test |
Take one welded joint sample from each batch |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
||
|
Guided bend test |
No |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
||
|
Fracture toughness testing |
No |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
||
|
Astm a53 |
Especificação padrão para tubulação, aço, preto e quente-mergulhado, zinco-revestido, soldado e sem emenda |
|
Api 5L |
Especificação para tubos de linha (dois níveis psl 1 e psl 2 de tubos de aço sem costura e soldados para uso em sistemas de transporte de dutos nas indústrias de petróleo e gás natural). |
|
A252 |
Especificação padrão para tubos de aço soldados e sem costura |
|
A500 |
Especificação para a tubulação estrutural soldada e sem emenda formada a frio do aço carbono nos círculos e nas formas |
|
A135 |
Especificação padrão para a tubulação de aço elétrica-resistência-soldada |
|
A178 |
Especificação padrão para tubos de caldeira e superheater de aço carbono soldadas por resistência elétrica e aço carbono-manganês |