Español
Español English
English Português
Português Français
Français русский язык
русский язык




|
Producto: |
Tubería de acero de ERW (resistencia eléctrica soldada con autógena), tubo de HFW, tubo del negro de ERW |
|
Aplicación: |
Utilizado para la transmisión del aceite/del gas/del agua, fabricación de la maquinaria |
|
Tamaño: |
OD: 21,3-660mm |
|
|
WT: 1,0-20mm |
|
|
LONGITUD: 5,8/6/11,8/12m |
|
Fin: |
El cuadrado termina/los extremos llano (corte recto, sierra cortaron, corte de la antorcha), biselado/roscados termina |
|
Estándar del tubo: |
API 5L PSL1/PSL2 Gr.A,Gr.B,X42,X46,X52,X56,X60,X65,X70 |
|
|
ASTM A53/A252/A500/A178/A135 |
|
|
EN10210/EN10219/EN10217/EN10208/EN10297 |
|
|
JIS G3441/G3444/G3445/G3452/G3454/G3456 |
|
|
BS1387/AS1163 |
|
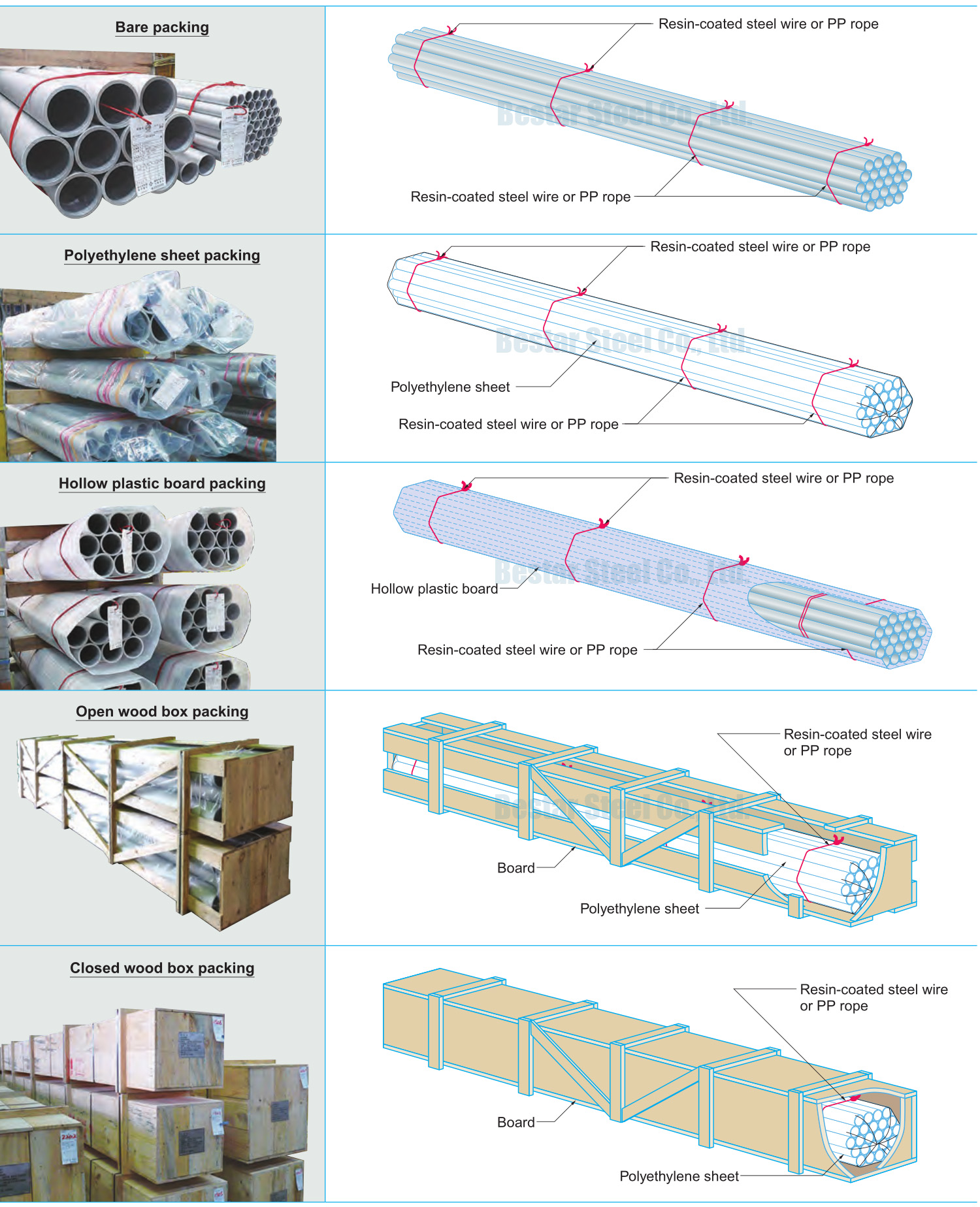
Embalaje: |
Liado/en bulto, tapas de plástico tapadas, papel impermeable envuelto |
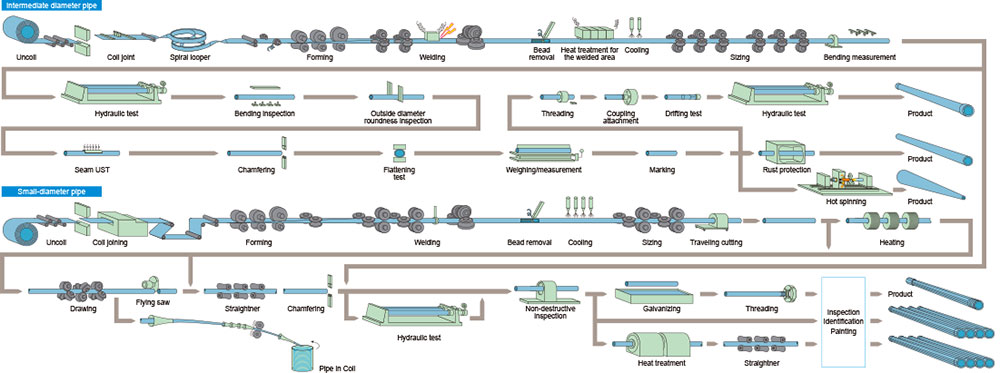
La tubería de acero soldada con costura longitudinal de alta frecuencia también se llama tubería de acero ERW, se fabrica formando en frío una lámina de acero en forma cilíndrica. La corriente se hace pasar entonces entre los dos bordes del acero para calentar el acero hasta un punto en el que los bordes se fuerzan juntos para formar una unión sin el uso de material de relleno de soldadura.
CARACTERÍSTICAS PRINCIPALES DE TUBERÍAS DE ACERO ERW:
Costura de soldadura de alta seguridad: como resultado del método especial de soldadura de fusión del metal principal sin metal de relleno, la propiedad de soldadura es mejor y la costura de soldadura es mucho más pequeña que las tuberías soldadas en espiral.
Período rentable y corto de la producción
Una amplia gama de relación espesor/diámetro, que cubre cientos de especificaciones
Inspección y pruebas en línea
APLICACIÓN DE TUBOS ERW:
Carcasa y tubería: forrado dentro del pozo de perforación. Las tuberías sin costura suelen ser la única opción para el revestimiento de tuberías dentro de pozos de perforación, pero como el reconocimiento mundial de la costura de soldadura de alta calidad de la tubería ERW y la rentabilidad, cada vez más proyectos han elegido ERW en lugar de tubería sin costura.
Tuberías estructurales de construcción (redondas, cuadradas y rectangulares): las tuberías estructurales ERW redondas, cuadradas y rectangulares son ampliamente utilizadas en marcos de centros comerciales, teatros, aeropuertos, puentes, talleres, etc.
Transmisión de flujo de baja presión: las pipas ERW también se utilizan en el suministro de agua; suministro de agua de refrigeración para plantas y equipos; distribución térmica de baja presión; transporte de lodo de carbón y más.
Tubos para las materias primas en la industria manufacturera: respiradero-tubo del automóvil; tubos de la caldera de la presión baja e intermedia; tubos a granel del transporte de las materias.
Otra aplicación: pipas de apilamiento, fabricación de muebles y más.
|
Outside Diameter |
Wall Thickness |
||
|
DN |
Inch |
mm |
mm |
|
|
1/2" |
20~21.3 |
0.95~2.77 |
|
20 |
3/4" |
25~26.9 |
1.1~2.87 |
|
25 |
1" |
32~33.7 |
1.1~4.0 |
|
32 |
11/4" |
40~42.4 |
1.1~4.0 |
|
40 |
11/2" |
47~48.3 |
1.5~7.0 |
|
50 |
2" |
58~60.3 |
1.8~7.0 |
|
65 |
2 1/2" |
73~76.1 |
2.0~7.0 |
|
80 |
3" |
87~88.9 |
2.2~8.0 |
|
90 |
3 1/2" |
101.6~102.1 |
2.2~9.0 |
|
100 |
4" |
113~114.3 |
2.2~9.0 |
|
125 |
5" |
140~141.3 |
2.5~10.0 |
|
150 |
6" |
165~168.3 |
2.5~10.0 |
|
200 |
8" |
216~219.1 |
2.75~12.0 |
|
250 |
10" |
272.8~273.2 |
5.0~13.75 |
|
300 |
12" |
323.8~325 |
5.5~13.75 |
|
350 |
14" |
355.6~356 |
5.5~13.75 |
|
400 |
16" |
406~406.4 |
5.75~13.75 |
|
450 |
18" |
457~457.2 |
5.75~17.75 |
|
500 |
20" |
507.9~508.1 |
5.75~17.75 |
|
600 |
24" |
609~610 |
5.75~17.75 |
|
Standard code content items |
SY/T5037 -2000 |
T9711 -1997 (A class pipe) |
API 5L(43 version) |
||
|
Applications |
Gas, water, kerosene, air, heating, steam and other general fluid pipes with steel pipes |
Oil and gas industry transmission pipe |
Oil and gas industry transmission pipe |
||
|
Steel |
Q195、Q215、Q235 |
L175 -L483 |
A、B、X42 ~ X70 |
||
|
Size |
body OD |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%D508≤D≤914 -0.25%D ~ +0.75%DD>914 -0.32%D ~ +6.35%D |
|
|
|
end OD |
D<508 ±0.75%D or ±2.5 be minimumD≥508 ±0.50%D or ±45 be minimum |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
|
|
Tolerance |
W.T. |
<508 |
±12.5%t |
-12.5%t ~ +12.5%t |
-12.5%t ~ +12.5%t |
|
|
|
≥508 |
±10.0%t |
L175 ~ L245 -10.0%t ~ +17.15%tL290 ~ L555 -8.0%t ~ +19.5%t |
Not beyond B class -12.5%t ~ +17.5%tNot lower than X42 -8.0%t ~ +19.5%t |
|
Oval tube |
Inner tube end range 100 ±1%D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
||
|
Curvature degree(straightness) |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
||
|
Pipe end beveling |
Bevel degree 30° -35° blunt edge1.6±0.8 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
||
|
Tilt |
1.6≤D<813 |
<1.59 |
<1.59 |
||
|
Misalignment |
t≤12.7 |
0.35t and not more than 3.0 |
<1.59 |
<1.59 |
|
|
|
t>12.7 |
0.25t |
0.1251 and 3.18 take the minimum value |
0.1251 and 3.18 take the minimum value |
|
|
Weld reinforcement |
t≤13…<3.2t>13 <4.8 |
t≤12.7…<3.18t>12.7 <4.76 |
t≤12.7…<3.18t>12.7 <4.76 |
||
|
Chemical analysis |
Take one sample from each batch |
Take two samples from each batch |
Take two samples from each batch |
||
|
Tensile test |
Take one welded joint sample from each batch |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
||
|
Guided bend test |
No |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
||
|
Fracture toughness testing |
No |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
||
|
Por astm a53 |
Especificación estándar para tubería, acero, negro y sumergido en caliente, recubierto de zinc, soldado y sin costura |
|
5l del api |
Especificación para tubería de línea (dos niveles psl 1 y psl 2 de tubos de acero sin costura y soldados para su uso en sistemas de transporte por tuberías en las industrias del petróleo y el gas natural). |
|
A252 |
Especificación estándar para pilas de tubos de acero soldados y sin costura |
|
A500 |
Especificación para tubos estructurales de acero al carbono soldados y sin costura conformados en frío en rondas y formas |
|
A135 |
Especificación estándar para tubería de acero soldada por resistencia eléctrica |
|
A178 |
La especificación estándar para eléctrico-resistencia-soldó con autógena el acero de carbono y la caldera del acero de carbono-manganeso y los tubos del sobrecalentador |