Français
Français Español
Español Português
Português English
English русский язык
русский язык




|
Produit: |
Tuyau d'acier soudé par résistance électrique d'ERW, tuyau de HFW, tuyau de noir d'ERW |
|
Application: |
Utilisé pour la transmission de pétrole/gaz/eau, fabrication de machines |
|
Taille: |
OD: 21.3-660mm |
|
|
WT: 1.0-20mm |
|
|
LONGUEUR: 5.8/6/11.8/12m |
|
Les extrémités: |
Extrémités carrées/extrémités simples (coupe droite, coupe de scie, coupe de torche), extrémités biseautées/filetées |
|
Norme de tuyau: |
API 5L PSL1/PSL2 Gr.A,Gr.B,X42,X46,X52,X56,X60,X65,X70 |
|
|
ASTM A53/A252/A500/A178/A135 |
|
|
EN10210/EN10219/EN10217/EN10208/EN10297 |
|
|
JIS G3441/G3444/G3445/G3452/G3454/G3456 |
|
|
BS1387/AS1163 |
|
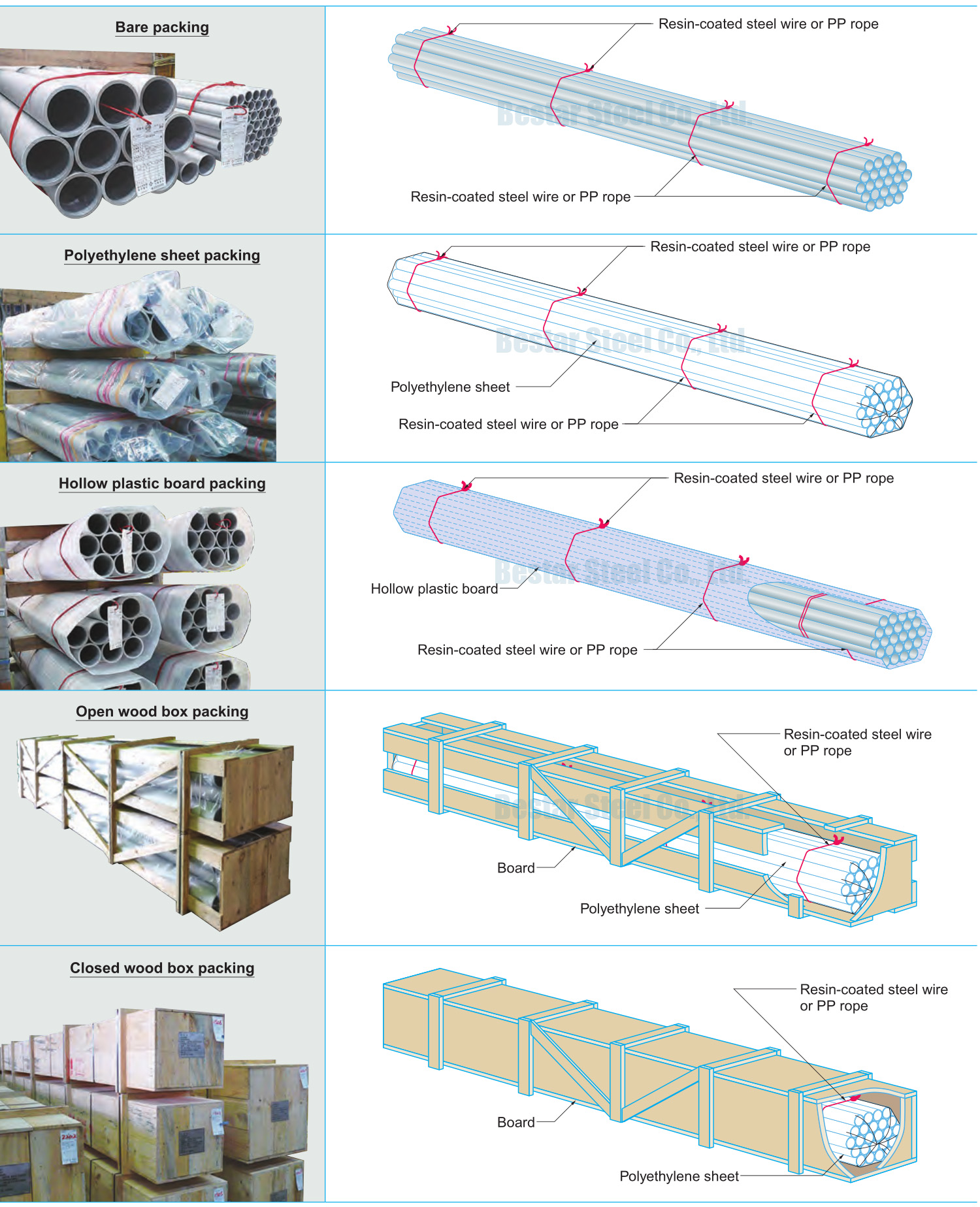
Emballage: |
Empaqueté/en vrac, chapeaux en plastique branchés, papier imperméable enveloppé |
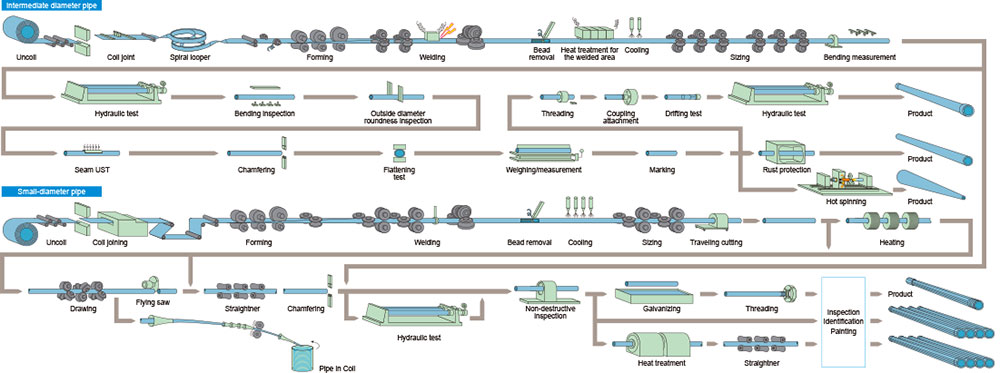
Le tuyau d'acier soudé par couture longitudinale à haute fréquence s'appelle également le tuyau d'acier d'ERW, il a fabriqué en froid-formant une feuille d'acier dans une forme cylindrique. Un courant passe ensuite entre les deux bords de l'acier pour chauffer l'acier à un point auquel les bords sont forcés ensemble pour former une liaison sans utiliser de matériau d'apport de soudage.
CARACTÉRISTIQUES PRINCIPALES DES TUYAUX D'ACIER D'ERW:
Couture de soudure de haute sécurité: en raison de la méthode spéciale de soudure de la fusion du métal de parent ensemble sans métal d'apport, la propriété de soudure est meilleure et la couture de soudure est beaucoup plus petite que les tuyaux soudés en spirale.
Période rentable et courte de production
Une large gamme de rapport épaisseur/diamètre, couvrant des centaines de spécifications
Inspection et essais en ligne
APPLICATION DES TUYAUX ERW:
Enveloppe et tuyauterie: a garni l'intérieur forant bien. Les tuyaux sans soudure utilisent pour être le seul choix pour le revêtement des tuyaux à l'intérieur du puits de forage, mais comme la reconnaissance mondiale de la soudure de haute qualité du tuyau ERW et le rentable, de plus en plus de projets ont choisi ERW au lieu de tuyaux sans soudure.
Tuyaux structurels de construction (ronds, carrés et rectangulaires): les tuyaux structurels ronds, carrés et rectangulaires d'ERW sont très utilisés dans des cadres des centres commerciaux, des théâtres, des aéroports, des ponts, des ateliers etc.
Transmission d'écoulement à basse pression: Des pips d'ERW sont également employés dans l'approvisionnement en eau; approvisionnement en eau de refroidissement pour des usines et l'équipement; distribution thermique de basse pression; transport de boue de charbon et plus.
Tuyaux pour les matières premières dans l'industrie manufacturière: conduit de ventilation automobile; tuyaux de chaudière basse et moyenne pression; tuyaux de transport en vrac.
Autre application: tuyaux d'empilage, fabrication de meubles et plus.
|
Outside Diameter |
Wall Thickness |
||
|
DN |
Inch |
mm |
mm |
|
|
1/2" |
20~21.3 |
0.95~2.77 |
|
20 |
3/4" |
25~26.9 |
1.1~2.87 |
|
25 |
1" |
32~33.7 |
1.1~4.0 |
|
32 |
11/4" |
40~42.4 |
1.1~4.0 |
|
40 |
11/2" |
47~48.3 |
1.5~7.0 |
|
50 |
2" |
58~60.3 |
1.8~7.0 |
|
65 |
2 1/2" |
73~76.1 |
2.0~7.0 |
|
80 |
3" |
87~88.9 |
2.2~8.0 |
|
90 |
3 1/2" |
101.6~102.1 |
2.2~9.0 |
|
100 |
4" |
113~114.3 |
2.2~9.0 |
|
125 |
5" |
140~141.3 |
2.5~10.0 |
|
150 |
6" |
165~168.3 |
2.5~10.0 |
|
200 |
8" |
216~219.1 |
2.75~12.0 |
|
250 |
10" |
272.8~273.2 |
5.0~13.75 |
|
300 |
12" |
323.8~325 |
5.5~13.75 |
|
350 |
14" |
355.6~356 |
5.5~13.75 |
|
400 |
16" |
406~406.4 |
5.75~13.75 |
|
450 |
18" |
457~457.2 |
5.75~17.75 |
|
500 |
20" |
507.9~508.1 |
5.75~17.75 |
|
600 |
24" |
609~610 |
5.75~17.75 |
|
Standard code content items |
SY/T5037 -2000 |
T9711 -1997 (A class pipe) |
API 5L(43 version) |
||
|
Applications |
Gas, water, kerosene, air, heating, steam and other general fluid pipes with steel pipes |
Oil and gas industry transmission pipe |
Oil and gas industry transmission pipe |
||
|
Steel |
Q195、Q215、Q235 |
L175 -L483 |
A、B、X42 ~ X70 |
||
|
Size |
body OD |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%D508≤D≤914 -0.25%D ~ +0.75%DD>914 -0.32%D ~ +6.35%D |
|
|
|
end OD |
D<508 ±0.75%D or ±2.5 be minimumD≥508 ±0.50%D or ±45 be minimum |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
|
|
Tolerance |
W.T. |
<508 |
±12.5%t |
-12.5%t ~ +12.5%t |
-12.5%t ~ +12.5%t |
|
|
|
≥508 |
±10.0%t |
L175 ~ L245 -10.0%t ~ +17.15%tL290 ~ L555 -8.0%t ~ +19.5%t |
Not beyond B class -12.5%t ~ +17.5%tNot lower than X42 -8.0%t ~ +19.5%t |
|
Oval tube |
Inner tube end range 100 ±1%D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
||
|
Curvature degree(straightness) |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
||
|
Pipe end beveling |
Bevel degree 30° -35° blunt edge1.6±0.8 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
||
|
Tilt |
1.6≤D<813 |
<1.59 |
<1.59 |
||
|
Misalignment |
t≤12.7 |
0.35t and not more than 3.0 |
<1.59 |
<1.59 |
|
|
|
t>12.7 |
0.25t |
0.1251 and 3.18 take the minimum value |
0.1251 and 3.18 take the minimum value |
|
|
Weld reinforcement |
t≤13…<3.2t>13 <4.8 |
t≤12.7…<3.18t>12.7 <4.76 |
t≤12.7…<3.18t>12.7 <4.76 |
||
|
Chemical analysis |
Take one sample from each batch |
Take two samples from each batch |
Take two samples from each batch |
||
|
Tensile test |
Take one welded joint sample from each batch |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
||
|
Guided bend test |
No |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
||
|
Fracture toughness testing |
No |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
||
|
Astm a53 |
Spécification standard pour le tuyau, l'acier, noir et chaud-plongé, zingué, soudé et sans couture |
|
Api 5l |
Spécification pour les tuyaux de ligne (deux niveaux psl 1 et psl 2 de tuyaux en acier sans soudure et soudés pour une utilisation dans les systèmes de transport par pipeline dans les industries du pétrole et du gaz naturel.) |
|
A252 |
Spécification standard pour les pieux soudés et sans soudure de tuyaux en acier |
|
A500 |
Spécification pour les tubes structuraux en acier au carbone soudés et sans soudure formés à froid en rondes et en formes |
|
A135 |
Spécifications standard pour le tuyau d'acier électrique-résistance-soudé |
|
A178 |
Spécifications standard pour la chaudière d'acier au carbone électrique-résistance-soudé et d'acier au carbone-manganèse et les tubes de surchauffeur |