русский язык
русский язык English
English Español
Español Português
Português Français
Français




|
Продукт: |
ВПВ (электрическое сопротивление сварные) стальные трубы, HFW трубы, ВПВ черные трубы |
|
Применение: |
Использованный для передачи масла/газа/воды, производство машинного оборудования |
|
Размер: |
OD: 21,3-660 мм |
|
|
ВШ: 1,0-20 мм |
|
|
ДЛИНА: 5,8/6/11,8/12 м |
|
Концы: |
Квадратные концы/простые концы (прямой отрезок, отрезок пилы, отрезок факела), скошенные/продетые нитку концы |
|
Стандарт трубы: |
API 5L PSL1/PSL2 Gr.A,Gr.B,X42,X46,X52,X56,X60,X65,X70 |
|
|
АСТМ А53/А252/А500/А178/А135 |
|
|
EN10210/EN10219/EN10217/EN10208/EN10297 |
|
|
JIS G3441/G3444/G3445/G3452/G3454/G3456 |
|
|
БС1387/АС1163 |
|
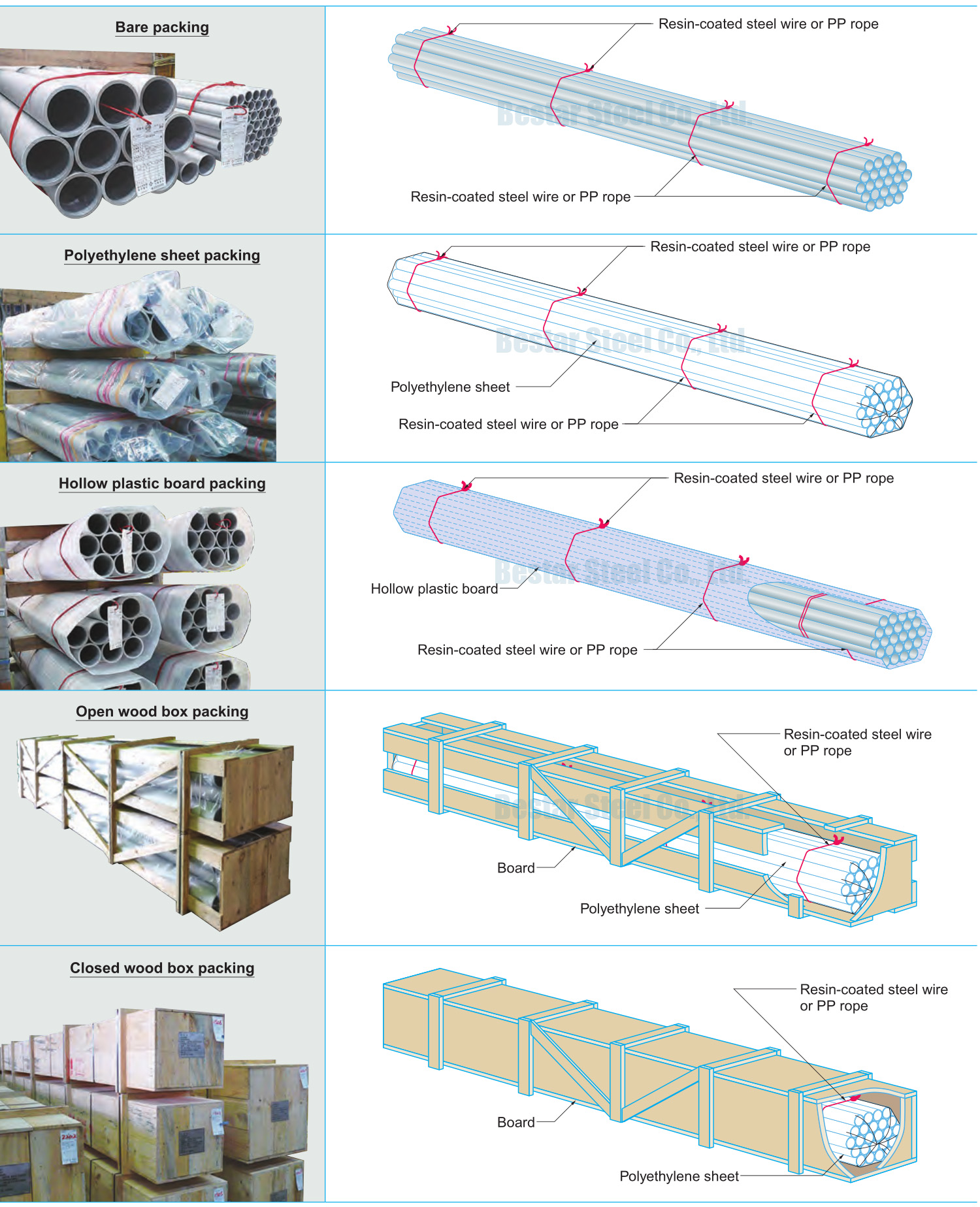
Упаковка: |
В Связке/Навалом, Пластиковые Крышки Подключены, Водонепроницаемый Бумаги Завернуты |
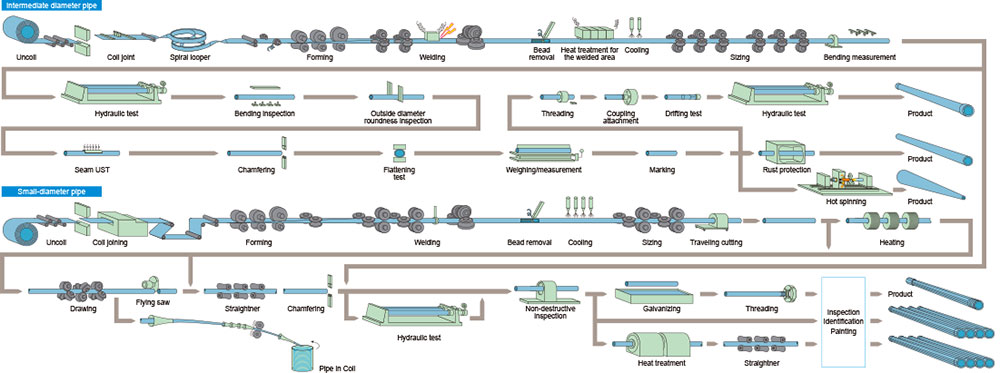
Высокочастотная сварная стальная труба с продольным швом также называется стальной трубой ERW, она производится путем холодного формования листа стали в цилиндрическую форму. Затем ток проходит между двумя краями стали, чтобы нагреть сталь до точки, в которой края принуждаются вместе, чтобы сформировать соединение без использования сварочного наполнителя.
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ СТАЛЬНЫХ ТРУБ ВПВ:
Шов заварки высокого уровня безопасности: в результате особенного метода заварки плавить родительского металла совместно без присадочного металла, свойство заварки лучшее и шов заварки гораздо более небольшой чем трубы сваренные спиралью.
Рентабельный и короткий период продукции
Широкий диапазон соотношения толщина/диаметр, охватывающий сотни спецификаций
В-линия осмотр и испытание
ПРИМЕНЕНИЕ ТРУБ ВПВ:
Корпус и трубки: выложены внутри бурения хорошо. Бесшовные трубы использовать, чтобы быть единственным выбором для футеровки труб внутри бурения хорошо, но как всемирное признание ВПВ трубы высокого качества сварного шва и экономически эффективным, все больше и больше проектов выбирали ВПВ вместо бесшовных труб.
Конструкционные трубы (круглые, квадратные и прямоугольные): круглые, квадратные и прямоугольные ВПВ конструкционные трубы широко используются в рамках торговых центров, театров, аэропортов, мостов, мастерских и т. д.
Передавать подачи Низк-давления: Пипсы ВПВ также использованы в водоснабжении; охлаждая водоснабжение для заводов и оборудования; распределять низкого давления термальный; транспорт пульпы угля и больше.
Трубы для сырья в обрабатывающей промышленности: автомобильные вентиляционные трубы; котельные трубы низкого и среднего давления; трубы для транспортировки сыпучих материалов.
Другое применение: укладка труб, изготовление мебели и многое другое.
|
Outside Diameter |
Wall Thickness |
||
|
DN |
Inch |
mm |
mm |
|
|
1/2" |
20~21.3 |
0.95~2.77 |
|
20 |
3/4" |
25~26.9 |
1.1~2.87 |
|
25 |
1" |
32~33.7 |
1.1~4.0 |
|
32 |
11/4" |
40~42.4 |
1.1~4.0 |
|
40 |
11/2" |
47~48.3 |
1.5~7.0 |
|
50 |
2" |
58~60.3 |
1.8~7.0 |
|
65 |
2 1/2" |
73~76.1 |
2.0~7.0 |
|
80 |
3" |
87~88.9 |
2.2~8.0 |
|
90 |
3 1/2" |
101.6~102.1 |
2.2~9.0 |
|
100 |
4" |
113~114.3 |
2.2~9.0 |
|
125 |
5" |
140~141.3 |
2.5~10.0 |
|
150 |
6" |
165~168.3 |
2.5~10.0 |
|
200 |
8" |
216~219.1 |
2.75~12.0 |
|
250 |
10" |
272.8~273.2 |
5.0~13.75 |
|
300 |
12" |
323.8~325 |
5.5~13.75 |
|
350 |
14" |
355.6~356 |
5.5~13.75 |
|
400 |
16" |
406~406.4 |
5.75~13.75 |
|
450 |
18" |
457~457.2 |
5.75~17.75 |
|
500 |
20" |
507.9~508.1 |
5.75~17.75 |
|
600 |
24" |
609~610 |
5.75~17.75 |
|
Standard code content items |
SY/T5037 -2000 |
T9711 -1997 (A class pipe) |
API 5L(43 version) |
||
|
Applications |
Gas, water, kerosene, air, heating, steam and other general fluid pipes with steel pipes |
Oil and gas industry transmission pipe |
Oil and gas industry transmission pipe |
||
|
Steel |
Q195、Q215、Q235 |
L175 -L483 |
A、B、X42 ~ X70 |
||
|
Size |
body OD |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%DD≥508 ±1.00%D |
D<508 ±0.75%D508≤D≤914 -0.25%D ~ +0.75%DD>914 -0.32%D ~ +6.35%D |
|
|
|
end OD |
D<508 ±0.75%D or ±2.5 be minimumD≥508 ±0.50%D or ±45 be minimum |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
D≤273.1 -0.40 ~ +1.59D>323.9 -0.79 ~ +2.38 |
|
|
Tolerance |
W.T. |
<508 |
±12.5%t |
-12.5%t ~ +12.5%t |
-12.5%t ~ +12.5%t |
|
|
|
≥508 |
±10.0%t |
L175 ~ L245 -10.0%t ~ +17.15%tL290 ~ L555 -8.0%t ~ +19.5%t |
Not beyond B class -12.5%t ~ +17.5%tNot lower than X42 -8.0%t ~ +19.5%t |
|
Oval tube |
Inner tube end range 100 ±1%D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
D>508 steel in the range from 101.6 max OD of the pipe end can not be larger than the DN of 1%D; smallest OD than the DN shall be 1% D |
||
|
Curvature degree(straightness) |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
Not exceed 0.2% of the pipe length |
||
|
Pipe end beveling |
Bevel degree 30° -35° blunt edge1.6±0.8 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
Bevel degree 30° -35° blunt edge 1.59±0.79 |
||
|
Tilt |
1.6≤D<813 |
<1.59 |
<1.59 |
||
|
Misalignment |
t≤12.7 |
0.35t and not more than 3.0 |
<1.59 |
<1.59 |
|
|
|
t>12.7 |
0.25t |
0.1251 and 3.18 take the minimum value |
0.1251 and 3.18 take the minimum value |
|
|
Weld reinforcement |
t≤13…<3.2t>13 <4.8 |
t≤12.7…<3.18t>12.7 <4.76 |
t≤12.7…<3.18t>12.7 <4.76 |
||
|
Chemical analysis |
Take one sample from each batch |
Take two samples from each batch |
Take two samples from each batch |
||
|
Tensile test |
Take one welded joint sample from each batch |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
Base matel: take one sample from each smelting batchSpiral weld:take one sample from each smelting batch butt weld: not more than 50 to take one sample |
||
|
Guided bend test |
No |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
Each batch take a positive test sample and an anti-bend bend sample, butt weld no more than 50 to take a positive bend and an anti-bend sample. |
||
|
Fracture toughness testing |
No |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
When the contract requirements,smelting complex batch takes three samples; D≥508, the drop hammer impact each smelting batch take two. |
||
|
АСТМ А53 |
Стандартные технические условия для трубы, стали, черного и Горяч-окунутого, Цинк-покрынного, сваренного и безшовного |
|
АПИ 5Л |
Спецификация для линии трубы (два уровня PSL 1 и PSL 2 бесшовных и сварных стальных труб для использования в трубопроводных транспортных системах в нефтяной и газовой промышленности.) |
|
А252 |
Стандартная спецификация для сварных и бесшовных стальных труб сваи |
|
А500 |
Спецификация для холодн-сформированного сваренного и безшовного трубопровода стали углерода структурного в раунды и формы |
|
А135 |
Стандартная спецификация на электрическ-сопротивление-сваренная стальная труба |
|
А178 |
Стандартные технические условия для Электрическ-Сопротивление-сваренных трубок боилера и перегревателя стали углерода и Углерод-марганца стальных |