2024-04-01
Во-первых, металлургические свойства материалов
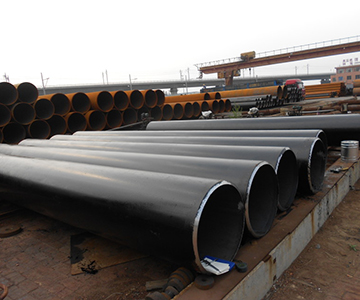
Сырьем для производства стальных труб, сваренных спиралью, является горячекатаная рулонная плита, в то время как прямая сварная стальная труба изготовлена из гнезда из стальной пластины. Вес сплава, содержащегося в спиральной пластине, меньше, чем у стального пл

 русский язык
русский язык English
English Español
Español Português
Português Français
Français