Q235C seamless hot-rolled steel pipe is a common steel pipe product with excellent plasticity and weldability, and is widely used in various fields.
Q235C seamless hot-rolled steel pipe has the following characteristics:
1. High-quality material: Q235C is a type of carbon structural steel with e
In pipeline engineering, the inner and outer diameter accuracy of pipes is a key indicator of quality. API 5L X56 straight seam steel pipe, with its exceptional inner and outer diameter accuracy, is an ideal choice for numerous projects.
The API 5L standard, a widely recognized piping specificati
X52NS Hydrogen Sulfide-Resistant Large Diameter LSAW Steel Pipe is designed specifically for oil and gas transmission in hydrogen sulfide (H₂S) environments. Its performance specifications strictly comply with API 5L standards. Combined with anti-sulfur treatment, it has become a core equipment for
As a key material in the oil and gas transportation industry, X52M straight seam steel pipe has attracted considerable industry attention for its manufacturing process, performance standards, and market applications. According to API 5L standards, X52M is classified as a medium-to-high-strength pipe
825 stainless steel pipe is a specialty stainless steel pipe material with excellent corrosion resistance. It performs well in a variety of harsh environments, making it widely used in the industrial sector.
1. Characteristics of 825 Stainless Steel Pipe
825 stainless steel pipe is primarily com
904L stainless steel pipe is a highly sought-after material with exceptional corrosion resistance, widely used in the chemical, petroleum, and pharmaceutical industries.
1. Characteristics of 904L Stainless Steel Pipe
904L stainless steel pipe is a unique stainless steel material with the follow
As an important alloy structural steel, 45Mn2 seamless steel pipe plays an irreplaceable role in industrial production. With its excellent mechanical properties and favorable processing characteristics, this steel pipe is widely used in machinery manufacturing, petrochemicals, the automotive industr
Y1Cr13 seamless steel pipe is a stainless steel material primarily composed of chromium and carbon. It possesses the following notable performance characteristics:
1. Excellent Corrosion Resistance: Y1Cr13 seamless steel pipe exhibits excellent corrosion resistance in general atmosphere, water, and
First, Introduction
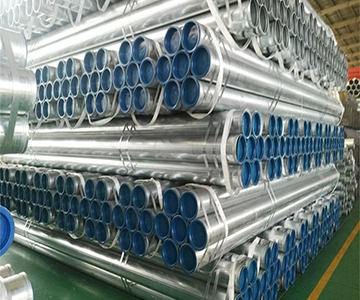
With the rapid development of modern construction, demand for steel is growing. Hot-dip galvanized steel pipes, as an important building material, are widely used in various fields.
Second, Performance Characteristics of 6-inch Hot-Dip Galvanized Steel Pipes
1. Corrosion Res
First, let's examine the performance characteristics of ASTM A335 P91 alloy steel pipe. This type of steel pipe is renowned for its excellent mechanical properties and high-temperature resistance. Made from 9% Cr-1% Mo martensitic heat-resistant steel, it maintains excellent strength and stability e
Steel pipes are a common and important material in construction projects. Galvanized steel pipes, as a special type of steel pipe, offer enhanced corrosion resistance and durability.
First, Characteristics of Galvanized Steel Pipes
1. Corrosion Resistance: Galvanized steel pipes are made by hot-
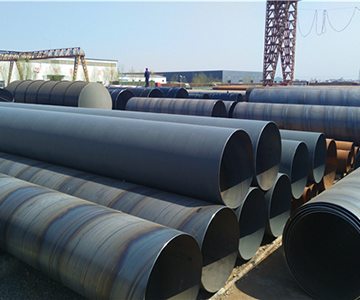
Spiral welded steel pipe is a common type of steel pipe, which is widely used in various fields, especially in construction and engineering projects. As a high-quality steel, D500 spiral welded steel pipe plays an important role in modern construction.
First, the characteristics of D500 spiral we
First, the basic characteristics of X65M straight seam welded steel pipe
X65M straight seam welded steel pipe is a high-strength pipeline steel pipe widely used in long-distance pipeline projects such as oil and natural gas, with excellent mechanical properties, welding properties, and corrosion re
DN450 seamless steel pipe is a common pipe in the steel industry, with a wide range of applications and unique characteristics.
First, the application scope of DN450 seamless steel pipe
DN450 seamless steel pipe, as a commonly used pipe, has been widely used in many fields
1. Oil and gas indust
100Cr6 seamless steel pipe is an important product that has attracted much attention in the steel industry. It has unique advantages and wide application value. Let us take a deeper look at the characteristics of this steel pipe and its application in various fields.
1. Characteristics of 100Cr6
Details of API5LX56Q seamless pipe
Implementation standard of X56Q seamless steel pipe: APISPEC5L pipeline pipe specification PSL2.
Specifications of X56Q seamless steel pipe: outer diameter 21.3~1026mm, wall thickness: 2.0~120mm
X56Q seamless steel pipe should comply with the requirements of TSG
505 hot-rolled steel pipe is an important building material widely used in various engineering projects. It has unique characteristics and a wide range of applications, providing solid support and reliable guarantee for various projects.
505 hot-rolled steel pipe is a high-quality steel pipe with
X100QO seamless steel pipe is a high-performance steel pipe material, widely used in oil, natural gas, chemical industry, and other fields. Its seamless design makes the pipeline connection more secure and can withstand higher pressure and temperature, thus ensuring the continuity and safety of indu
We use cookies and other tracking technologies to improve your browsing experience on our website, to show you personalized content and targeted ads, to analyze our website traffic, and to understand where our visitors are coming from.

 English
English Español
Español Português
Português Français
Français русский язык
русский язык