2026-01-08
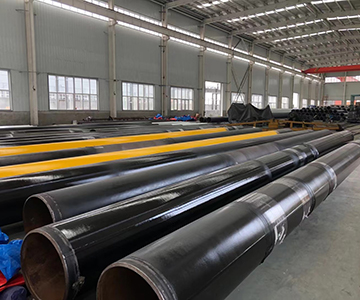
Spiral steel pipe, as an important steel product, is widely used in petroleum, natural gas, water conservancy, power, and manufacturing industries. Among them, Q345 spiral steel pipe has attracted much attention due to its excellent performance and diverse applications. Q345 spiral steel pipe is a s

 English
English Español
Español Português
Português Français
Français русский язык
русский язык